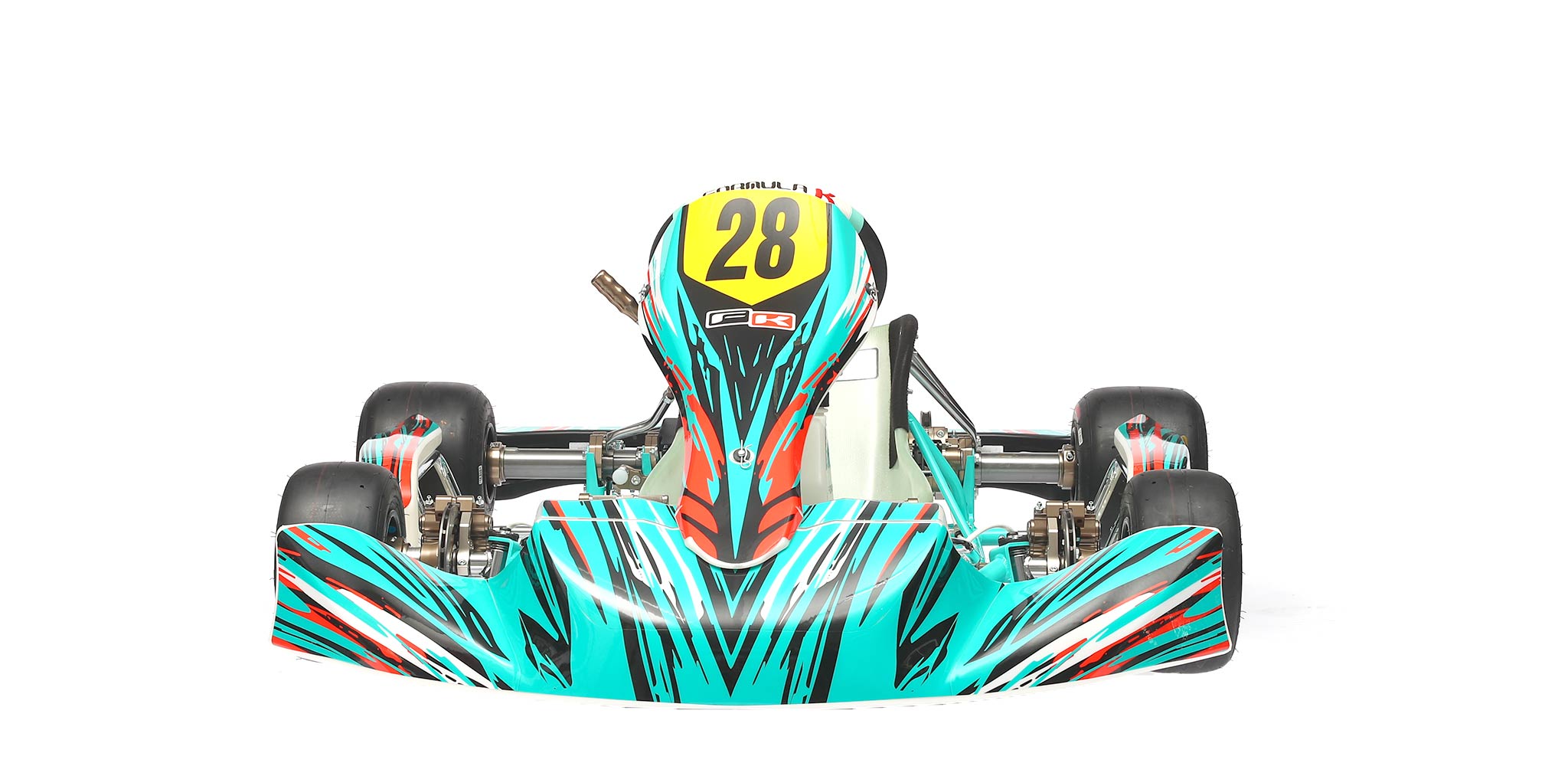
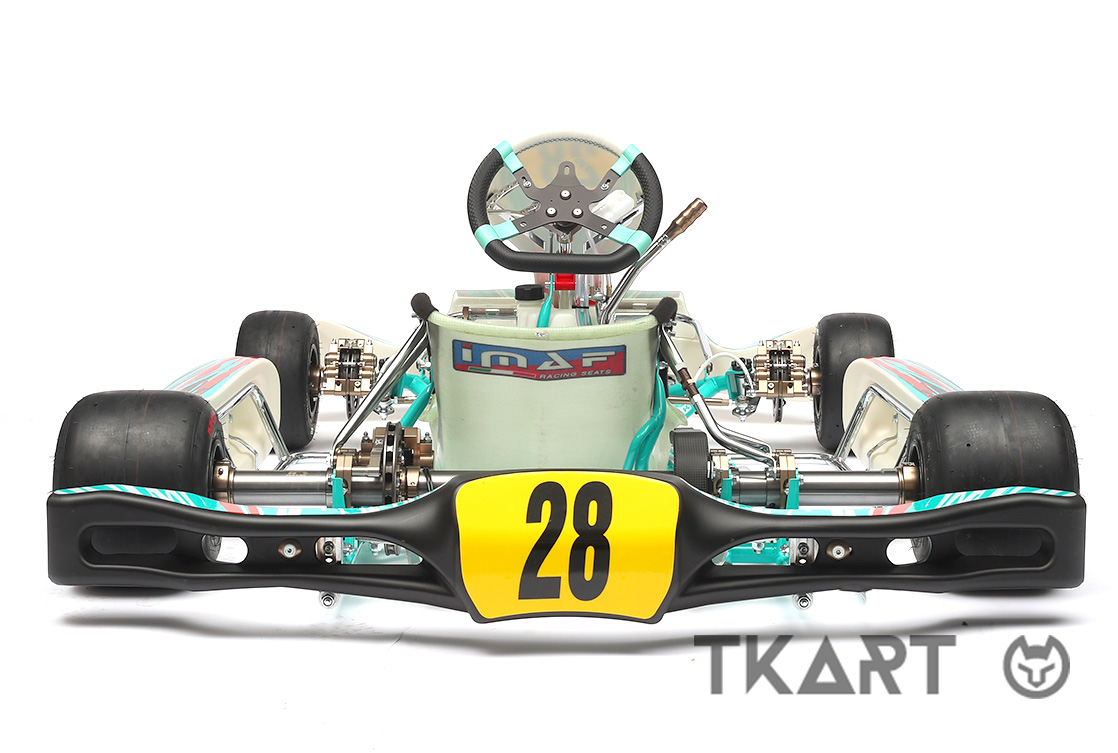
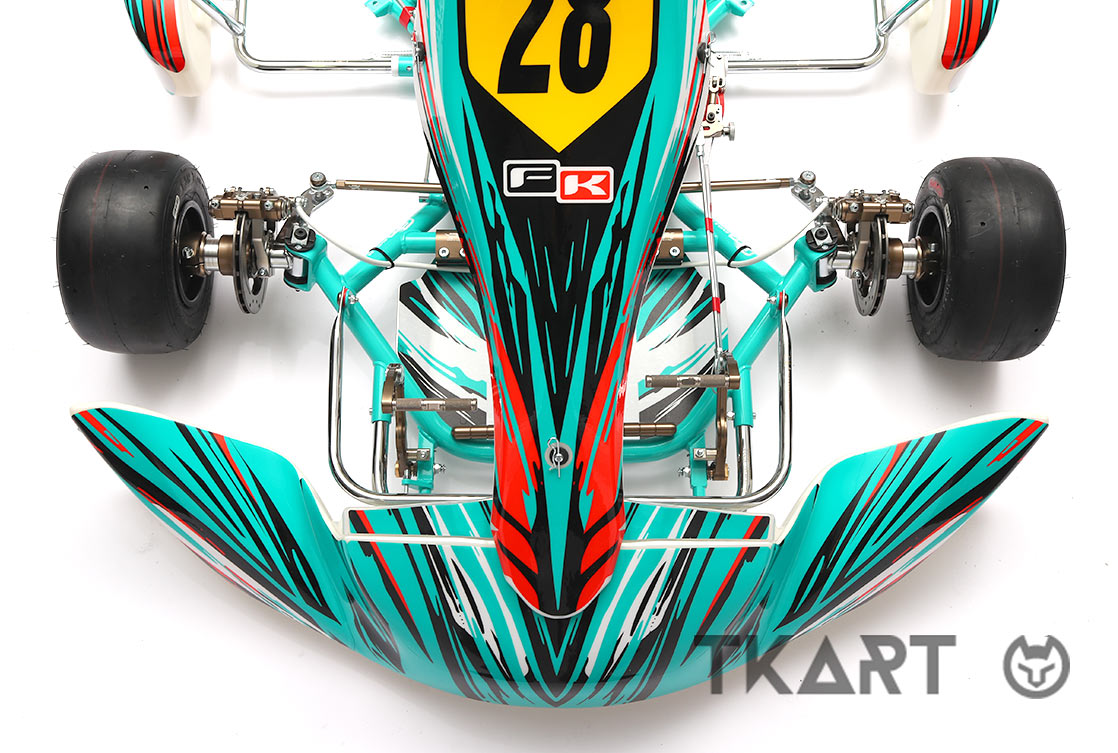
El chasis Formula K EVO 30 se ha coronado como Campeón del Mundo FIA Karting 2020 en la máxima categoría de marchas, la KZ. Se trata del primer éxito mundial para esta marca del grupo IPKarting (fabricante también de Praga Karts, OK1 y RS Kart). Descubramos, pues, los detalles del proceso de fabricación del bastidor y las características de los accesorios obtenidos mediante fresado de este modelo.
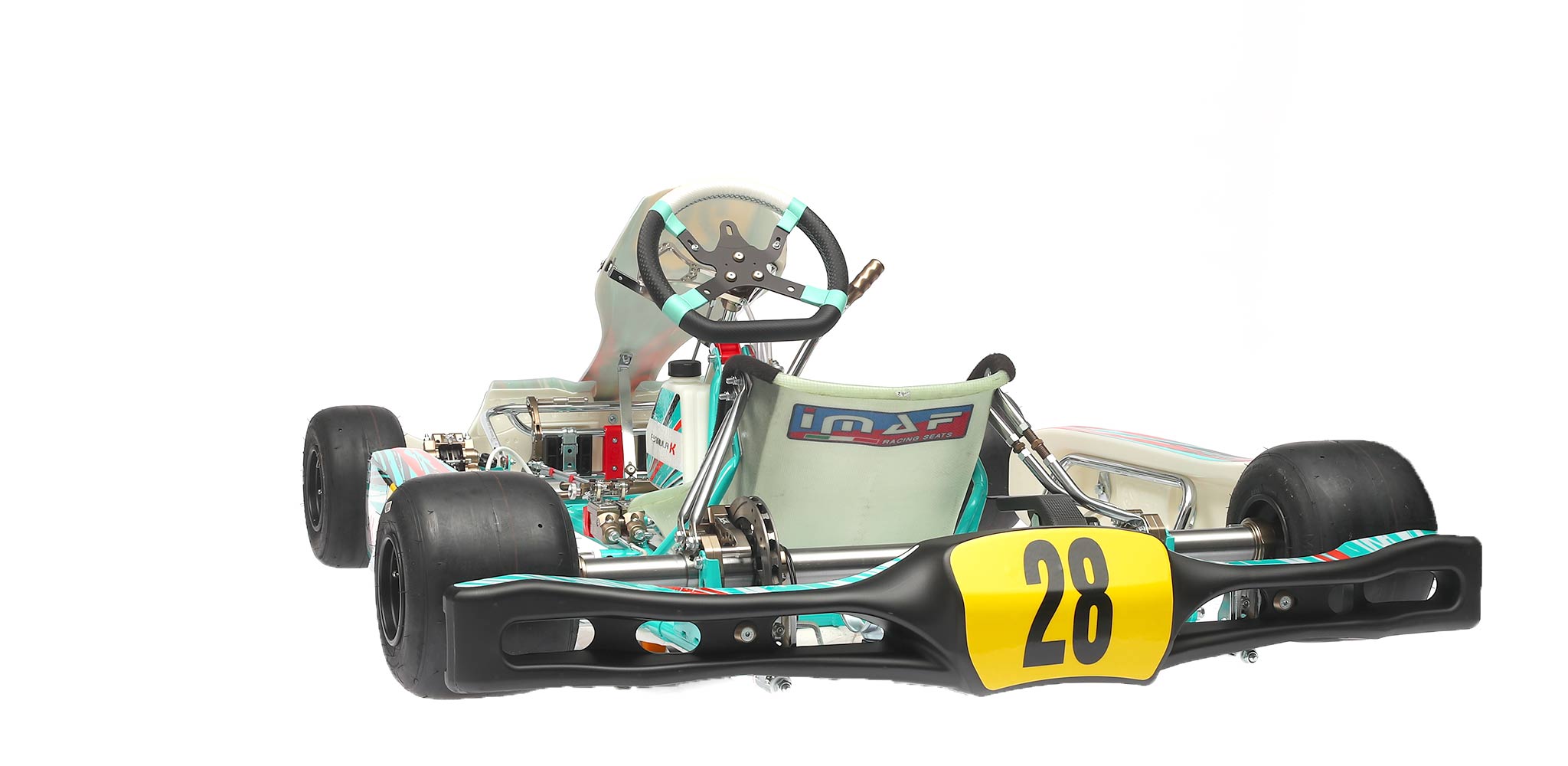
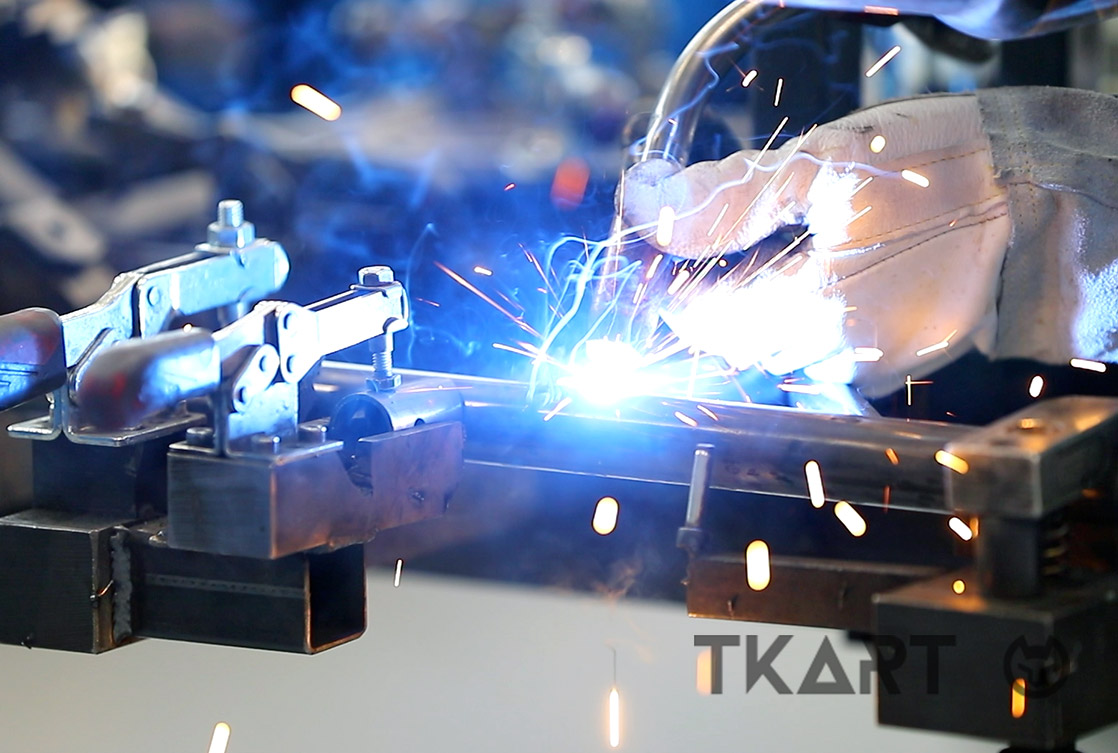
El bastidor del Formula K EVO 30 tiene un diseño tradicional y está formado por tubos de 30 mm de diámetro. Más que la forma del bastidor, es interesante analizar el proceso de soldadura, que, a diferencia de los otros grandes fabricantes de kart, es manual. Así es: el grupo IPKarting confía en manos expertas para la fabricación de sus bastidores.
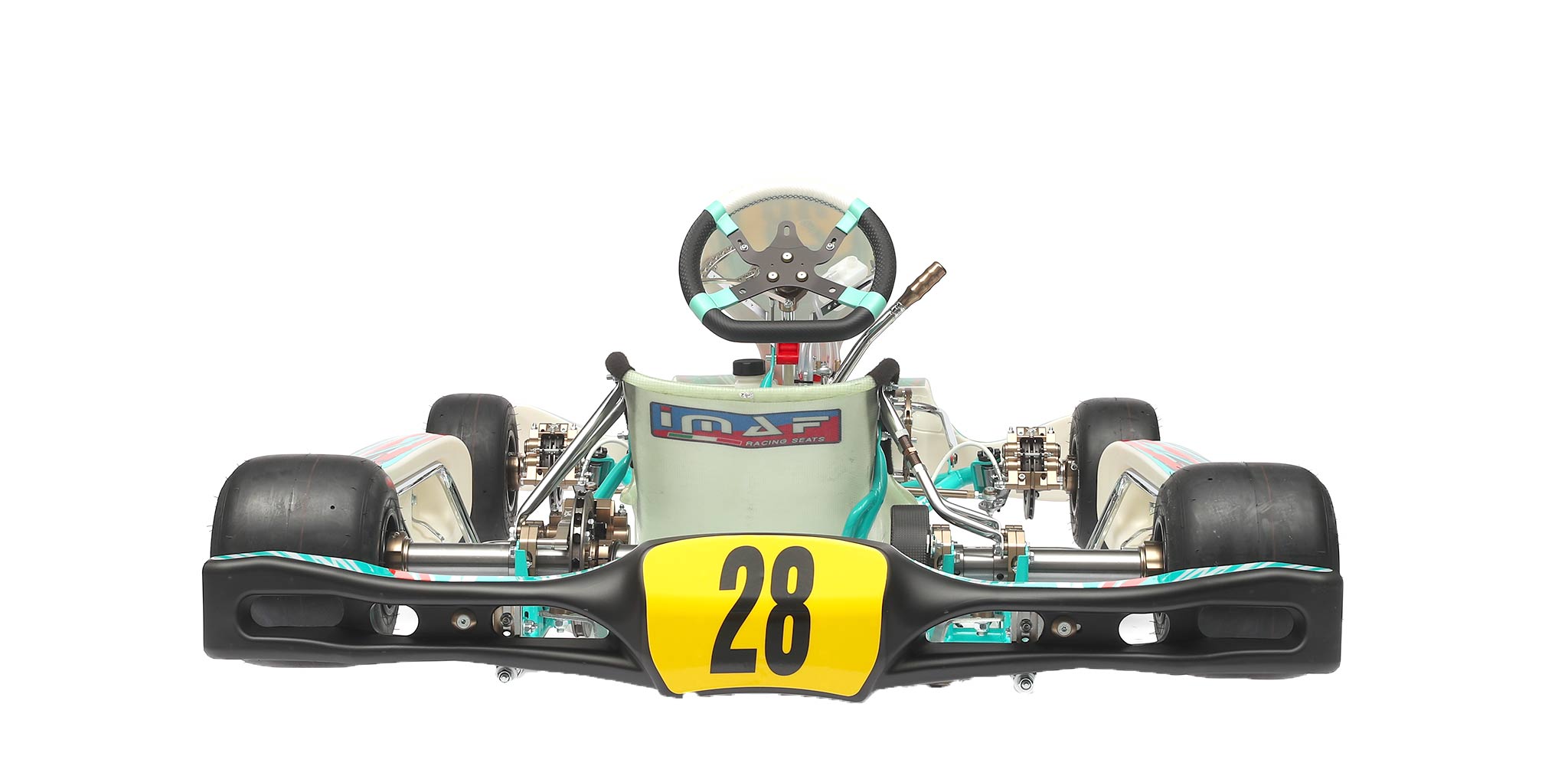
La filosofía de IPKarting es: “El proceso manual permite al obrero especializado tener bajo control cada una de las soldaduras”. Esto, a diferencia de la soldadura automatizada, alarga los tiempos de fabricación del chasis. No hay más que pensar que para soldar un chasis Formula K EVO 30, el operador tarda unas 2 horas y 15 minutos, mientra que, de media, un robot puede tardar unos 40 minutos en completar un bastidor. En IPK, la soldadura manual se lleva a cabo con máquinas soldadoras de última generación capaces de gestionar a la perfección los saltos de tensión para conseguir un cordón de soldadura homogéneo. Además, las máquinas soldadoras regulan la intensidad en función de la distancia del soplete respecto al chasis, y aceleran o ralentizan la salida del alambre de soldadura en función del movimiento de la mano del operador.
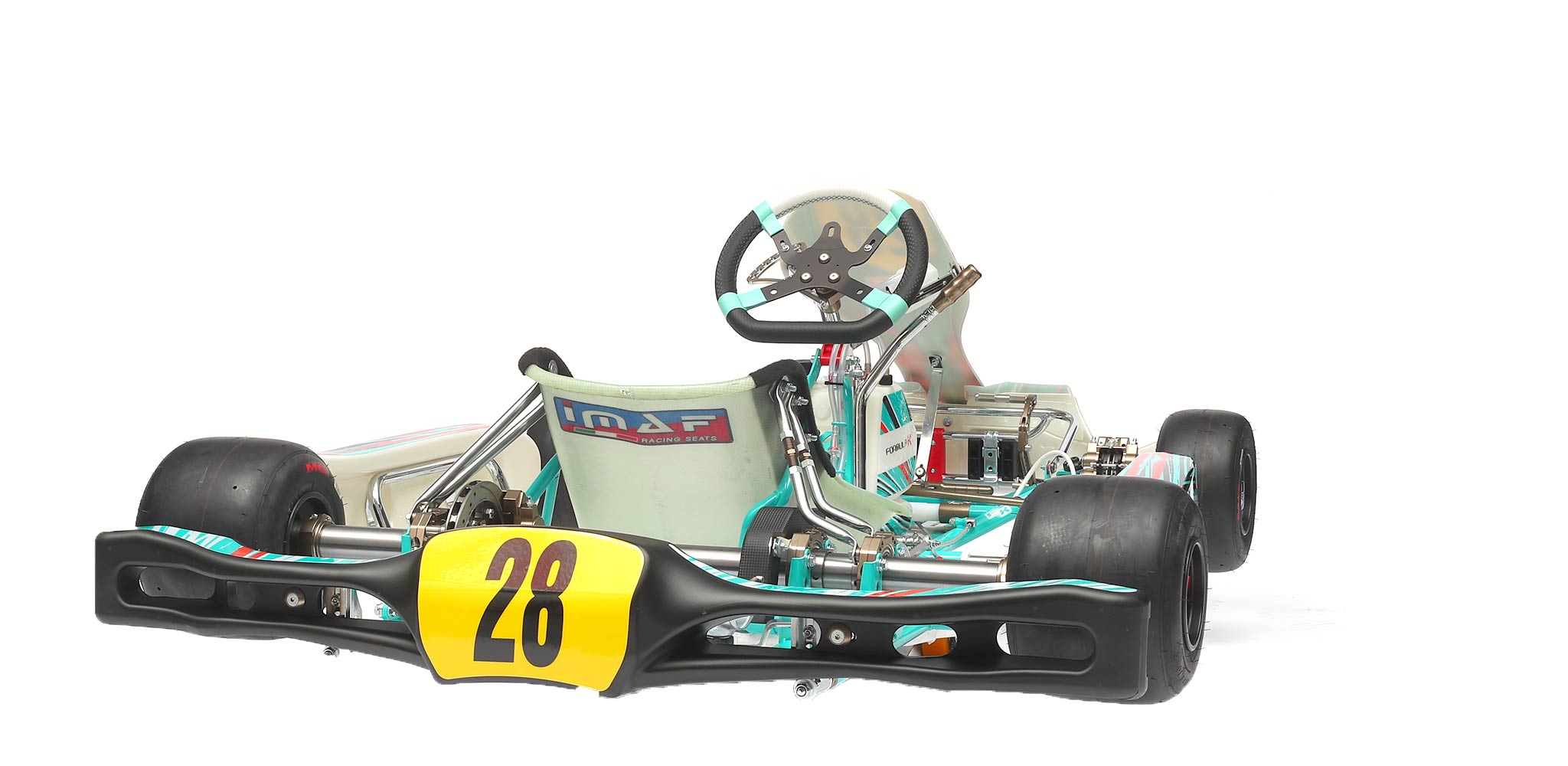
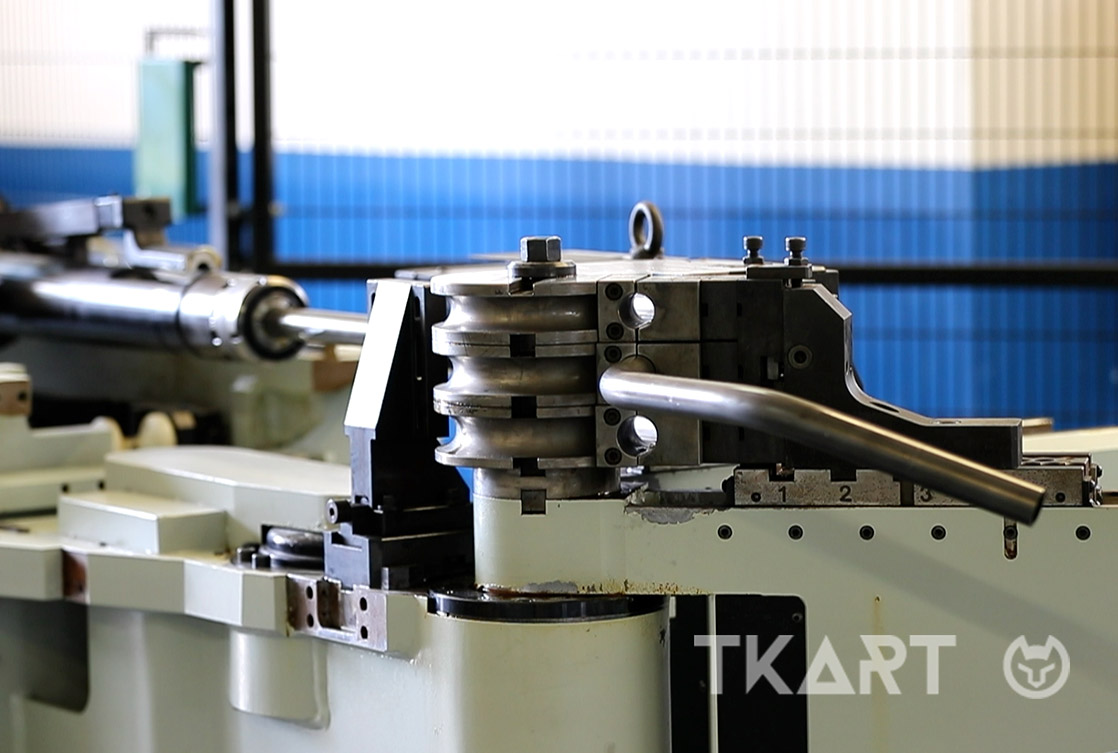
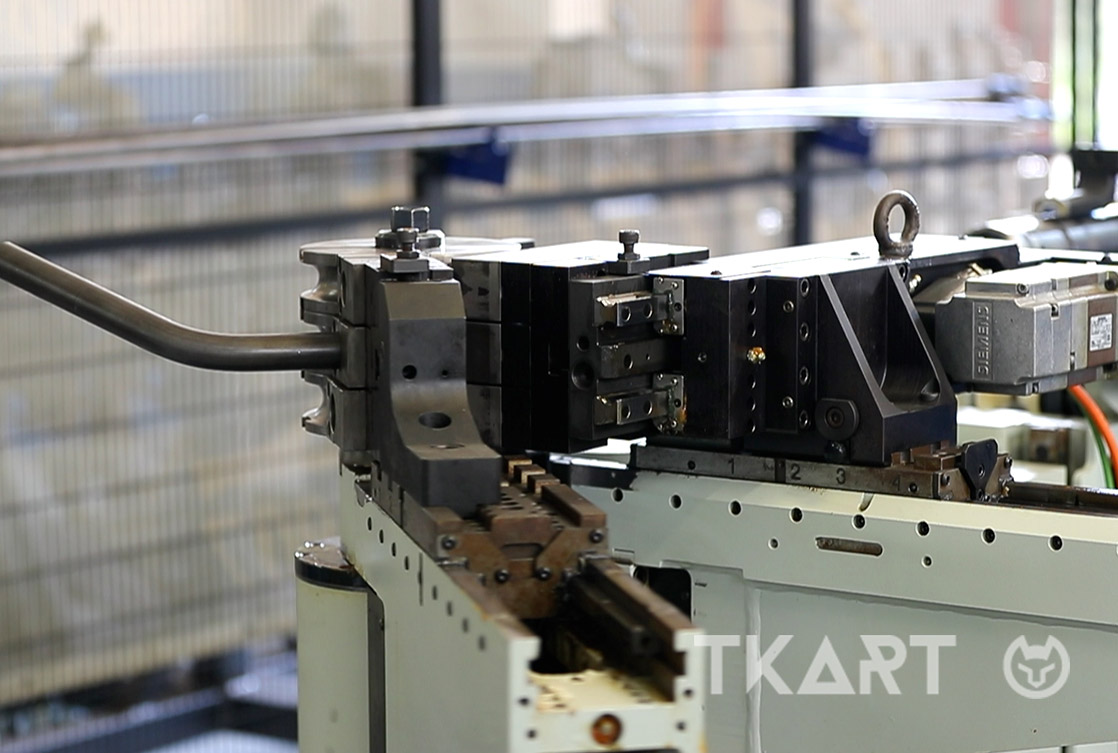
La fase previa a la soldadura, es decir, el doblado del tubo, se lleva a cabo mediante una dobladora automatizada que utiliza un sistema de accionamiento eléctrico, excluyendo, por tanto, los sistemas hidráulicos, que están sujetos a la temperatura del aceite (más frío al comienzo de la elaboración, sobre todo durante los meses de invierno) y que, por consiguiente, podrían doblar con diferencias dependiendo de la temperatura con la que operan. La maquinaria automatizada ofrece una precisión absoluta, con una tolerancia de décimas de grado en la dobladura.