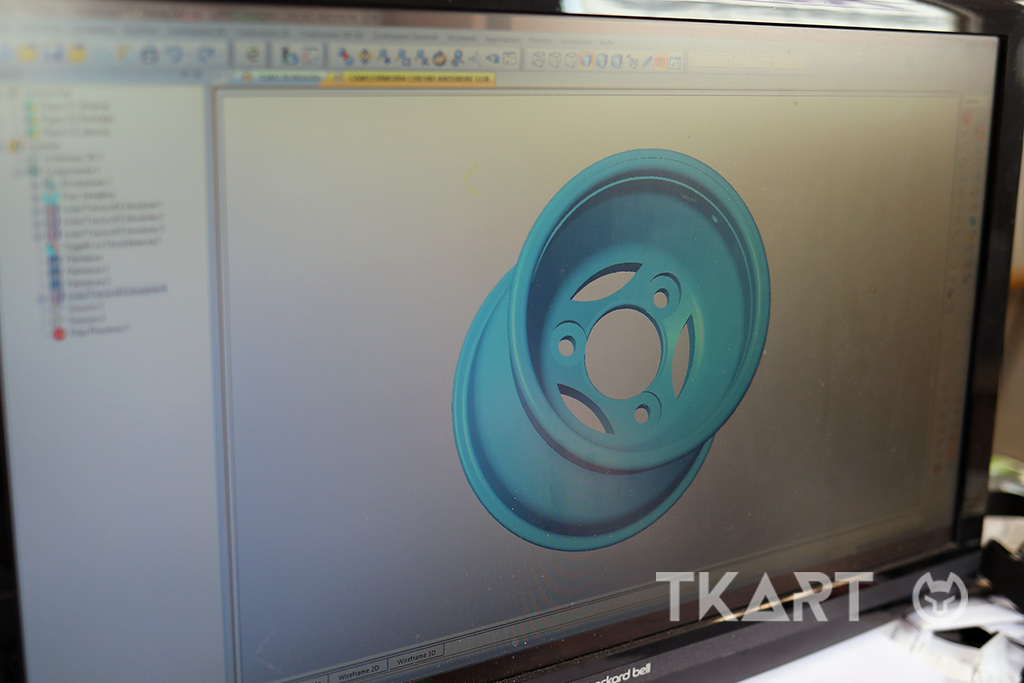
El primer paso para dar vida a una llanta destinada al kart es la fase de proyecto, que en AMV es llevada a cabo por el Departamento Técnico mediante software CAD. Se empieza diseñando la llanta en 3D, calculando por ordenador el volumen de aire entre el neumático y la llanta y determinando el perfil de su sección. Según establece la teoría, una llanta con bajo contenido de aire ofrece la posibilidad de controlar mejor la temperatura, lo cual es sin duda una ventaja, pero no en todas las condiciones. Por ejemplo, cuando hace falta calentar en mayor medida los neumáticos, una llanta con más cantidad de aire puede facilitar el proceso. Así pues, el perfil de la sección hay que evaluarlo desde el primer momento, en función del tipo de llanta que se quiere desarrollar.
Otro parámetro importante para distinguir un modelo de otro es la rigidez de la conexión llanta-buje. Ésta se ve influida, en parte, por el grosor de la llanta en dicho punto, pero la opción decisiva, fundamentalmente, está entre una llanta de tres radios y una de brida plana: la primera tiene una estructura más rígida y suele utilizarse en las categorías de marchas, en las que los motores tienen mucha potencia que descargar en el suelo y requieren la máxima tracción. La llanta sin radios, por el contrario, le proporciona al kart una configuración más “blanda” que contribuye a la fluidez del kart.
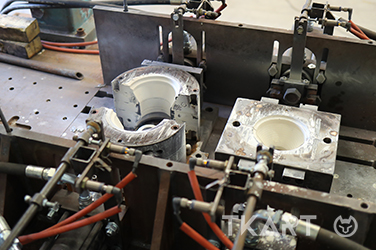
Todas estas variantes son analizadas y desarrolladas ya en el proyecto CAD de diseño, del que se obtienen las vistas 2D y todas las medidas, útiles además para elaborar el molde destinado al horno de fundición. Tras haber definido el diseño de la llanta, se genera el lenguaje de control numérico para poder programar correctamente la maquinaria del reparto de producción.