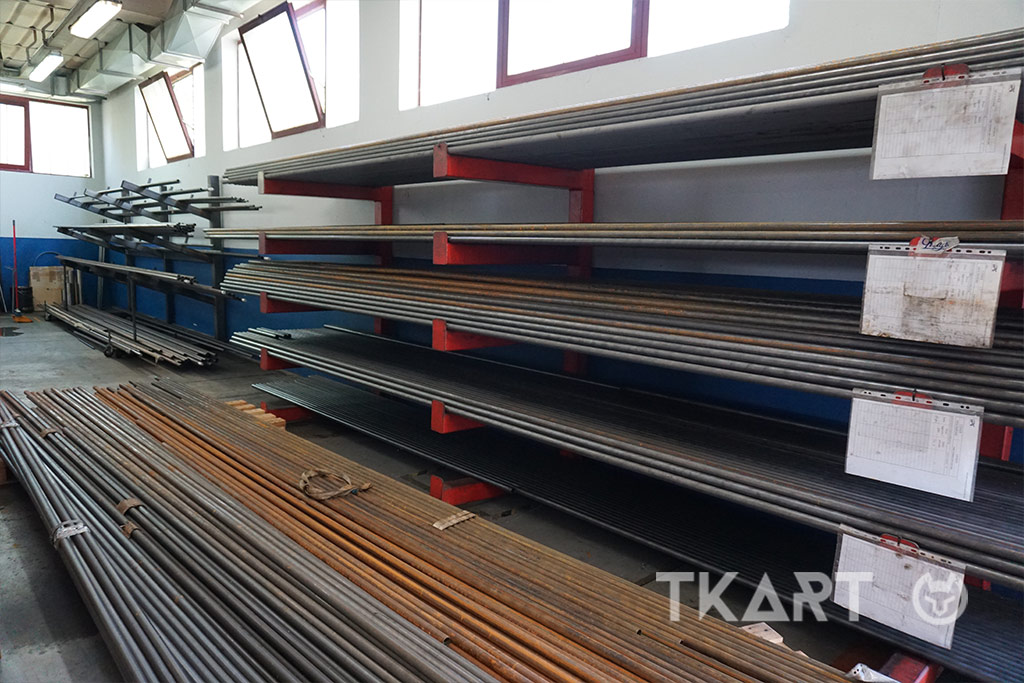
Anteriormente, todo empezaba con una idea, una revelación que alguien tenía y le llevaba a esbozarla haciendo un dibujo en una hoja de papel, pasando de ahí enseguida a fabricar el chasis, que probablemente tenía unas curvas no convencionales. Hoy día, el parámetro fundamental sobre el que trabajar, más que el diseño del bastidor, es el material, analizando las distintas características y comprobando su elasticidad mecánica.
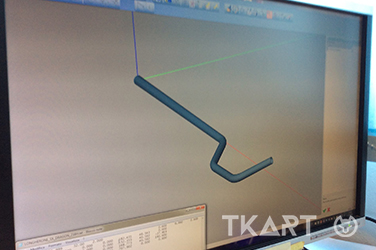
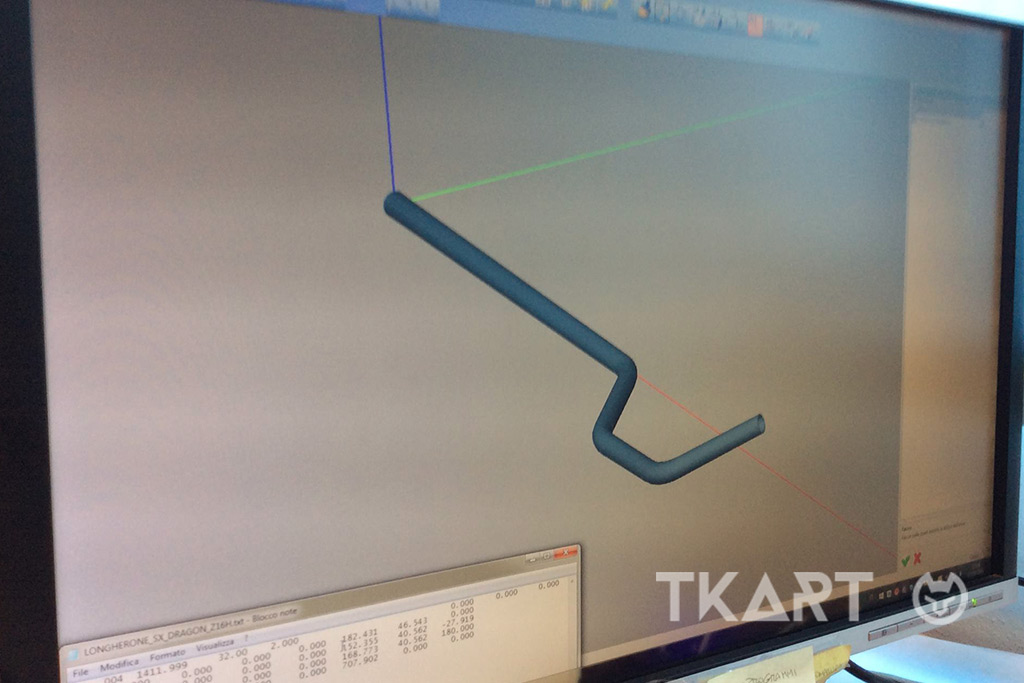
Naturalmente, la fase de diseño del bastidor no ha desaparecido, en cualquier caso, aunque el lápiz haya sido sustituido por el PC y, más que en la intuición del fabricante (que sigue contando de todos modos), se confíe en los datos recogidos en las pruebas y en las carreras efectuadas en las pistas internacionales más importantes.
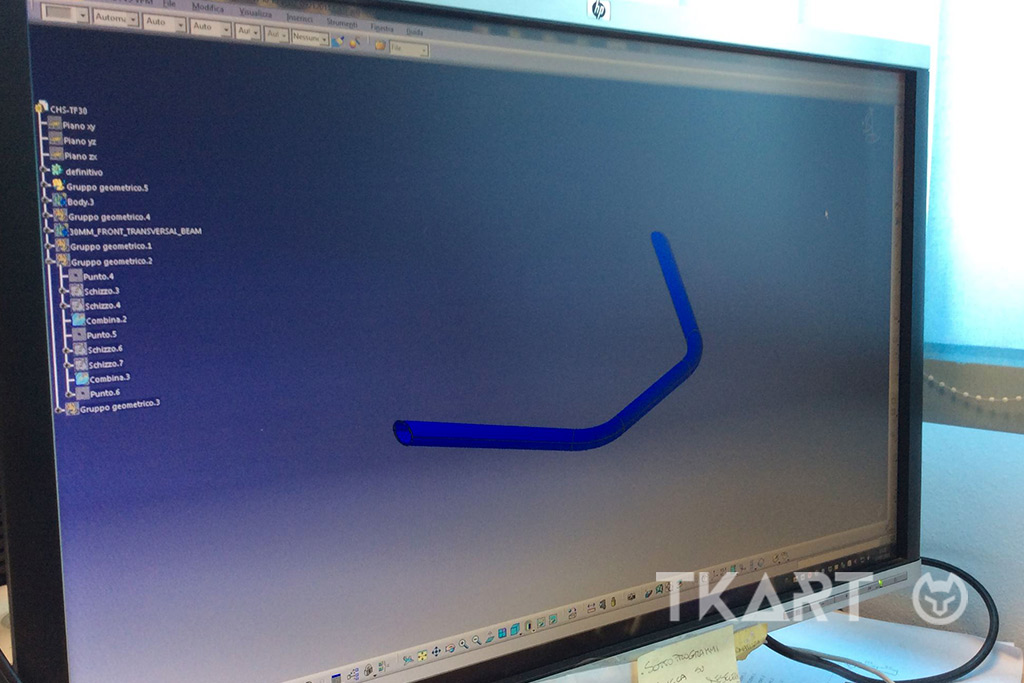
IPK, con las marcas Formula K, Praga Karts, OK1 y también, recientemente, RS, recoge mucha información útil en este sentido, deteniéndose especialmente en las varias respuestas de los materiales en función del tipo de neumáticos que se usan en los distintos campeonatos. En base a todo ello, se elige el material más apropiado y se establecen las demás características, como el diámetro de los tubos, la batalla y todas las medidas que sirven para desarrollar los primeros prototipos que probar en la pista.
A ello le sigue entonces un proceso caracterizado por pruebas, rápidos cambios de la plantilla de soldadura y de las medidas de corte, la fabricación de nuevos prototipos, más pruebas... y así hasta definir el chasis final. Llegados a este punto, se pasa a la fase de homologación, que permite después usar el nuevo bastidor en las competiciones del marco CIK-FIA.
Sólo tras la aprobación definitiva de la Federación se empieza con la producción serie, cuyo objetivo principal es generar lotes de producción iguales unos con otros, manteniendo sin alteraciones la calidad de cada uno de los chasis destinado a los clientes.



 Exclusive Content
Exclusive Content