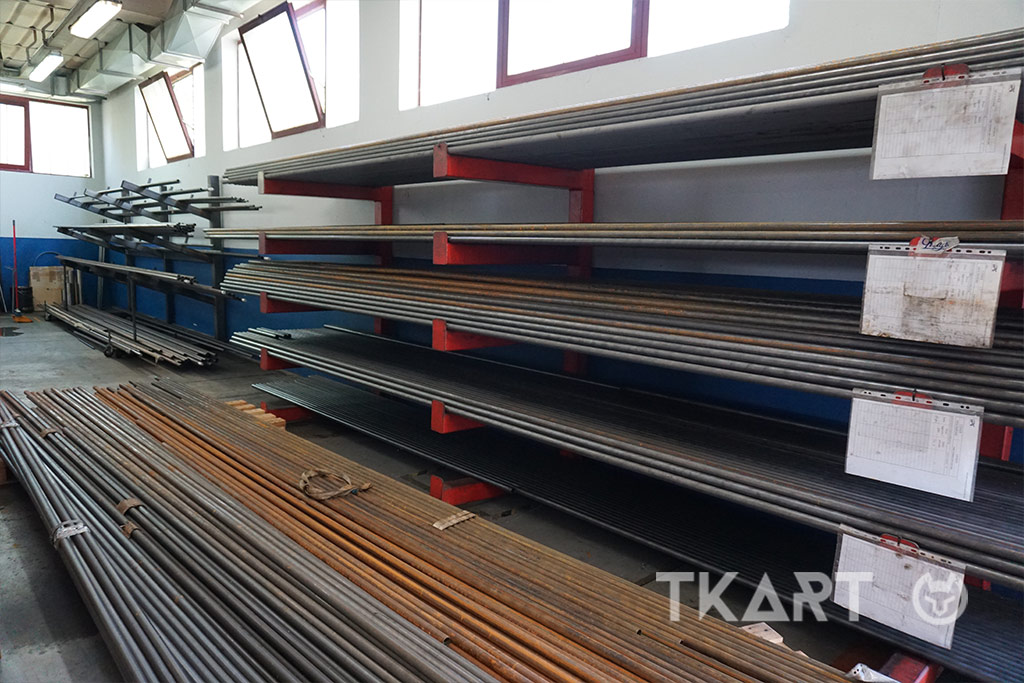
In the past, everything started from an idea, an intuition which led someone to sketch a drawing on a sheet of paper and, from there, start to create a chassis, maybe even with some unconventional curvatures. Nowadays, more than the design of the frame, the fundamental parameter on which one works is the material by studying the different characteristics and verifying its mechanical elasticity.
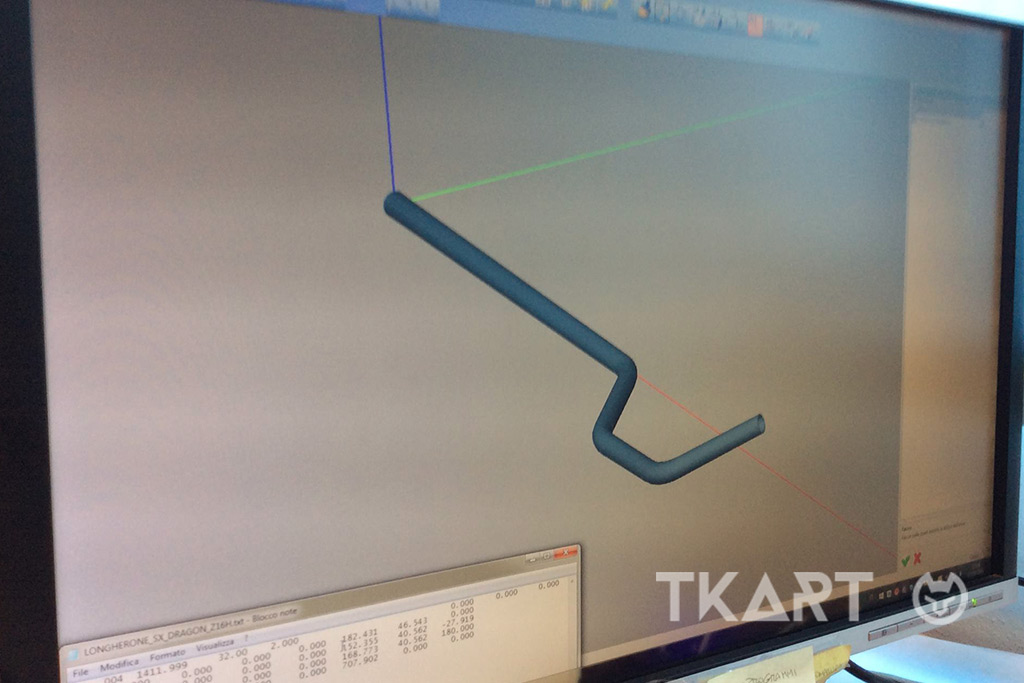
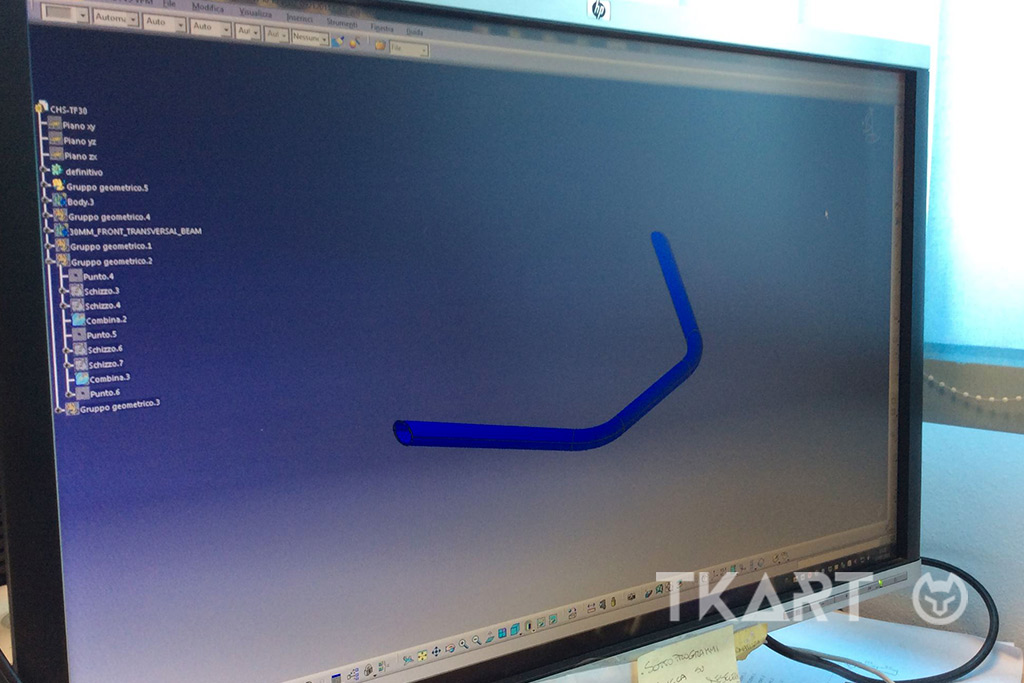
Clearly, however, the design stage of the frame has not disappeared, although the PC has replaced the pencil and we rely more on the data collected by the tests and the races on the main international tracks than on the manufacturer’s intuition, which however still remains an important part of the design process.
IPK, with the brands Formula K, Praga Karts, OK1 and recently RS collects a lot of useful information in this sense, focusing in particular on the different response of the materials according to the type of tires which are used in the various championships. On the basis of all this, it is decided which material is most appropriate and the other characteristics like the tubes’ diameter, the wheelbase and all the dimensions which serve to develop the first prototypes to be tested on the track, are defined.
Then, it follows a path made of verifications, rapid changes of the welding jig and the cutting measurements, production of new prototypes, tests…and so on, until the final rendering of the chassis is achieved.
At this stage, we move to the approval phase which will allow us to use the new frame in the races called CIK-FIA.
Only after obtaining the approval of the Federation, the series production begins, whose primary objective is to create batches of productions equal to each other, maintaining an unchanged quality of each and every chassis destined to the final end users.