No results
Frequent Searches
"Axle"
"Tires"
"Setup"
"Caster"
"Seat"
"Carburetion"
"Carburettor"
Frequent Searches

Everyone knows that it’s done, but few know how to do it. Preparing kart engines is quite a complicated “art” that can result in poorer, rather than improved performance if it is not done properly. An important and much discussed aspect is the milling of transfer and exhaust ducts and ports, which is used to perfect parts that were not manufactured with precision, such as die-cast components (cylinders and crankcases), or couplings of various components (the two crankcase halves, the crankcase and the cylinder, the cylinder liner and the cylinder itself for engines with cast iron liners). TM provides a basic checking and preparation service for its engines that is both very useful and interesting.
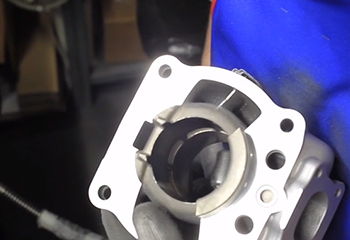
The first step is to machine the intake duct in the crankcase, just after the reed valve pack. It is important to remove any irregularities that may slow down the flow of mixture from the carburettor, as well as to create an inner surface with the correct degree of roughness. It should not be machined to a mirror finish, though, since the laws of fluid dynamics state that surfaces that are too smooth can break the mixture’s flow lines and create swirls that significantly reduce the amount (quantity) of air and petrol. Milling the ducts is performed using a bit with 120-grit sandpaper.
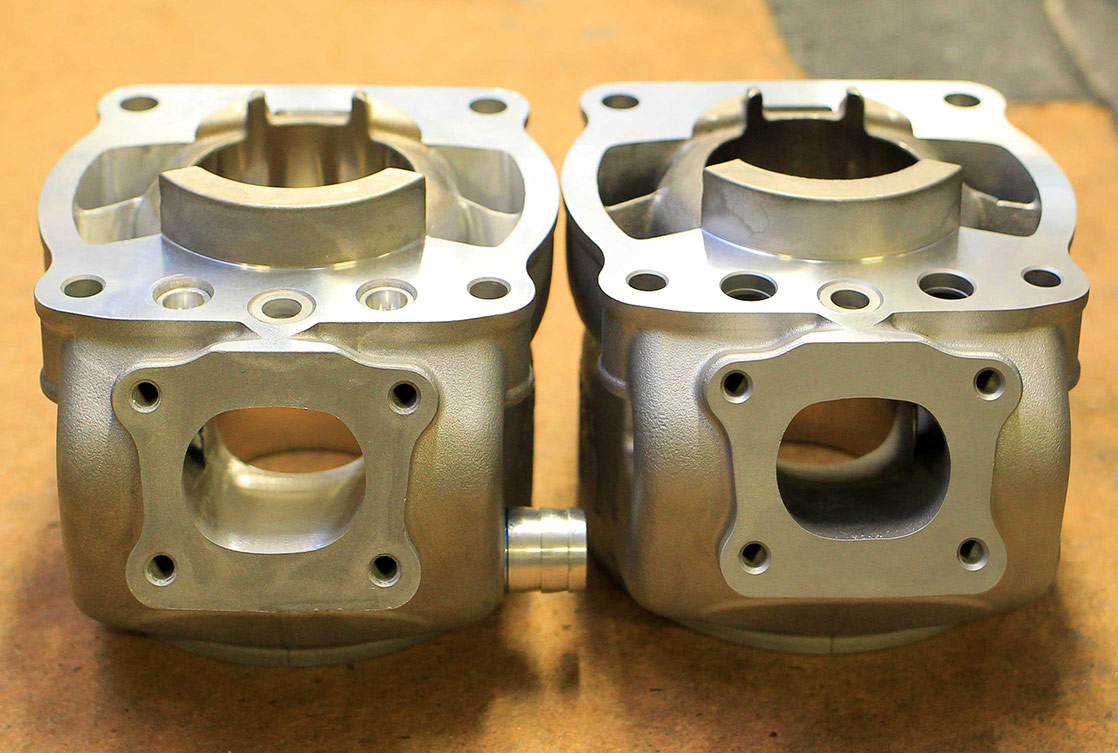
Mill all the passages through which the mixture flow, from the intake duct to the crankcase, through the central and lateral transfer ducts (TT). Then, turn your attention to the coupling points of the cylinder liner and the cylinder itself, removing every ridge, and the separating walls between the transfer ducts to make them more fluid: sanding gives the ideal surface roughness for maximum mixture flow and minimal friction, without allowing the detachment of the confined flow (with consequent turbulence). The exhaust pipe is also milled to improve the discharge of gases: a more efficient emptying of the combustion chamber helps it to fill again in the next cycle. Warning: the exhaust, especially the OK-Junior, may contain ridges (a few millimetres in height) that optimise the pressure waves: do not remove them! The coupling imprecisions that you need to remove are a few tenths of a millimetre in height.
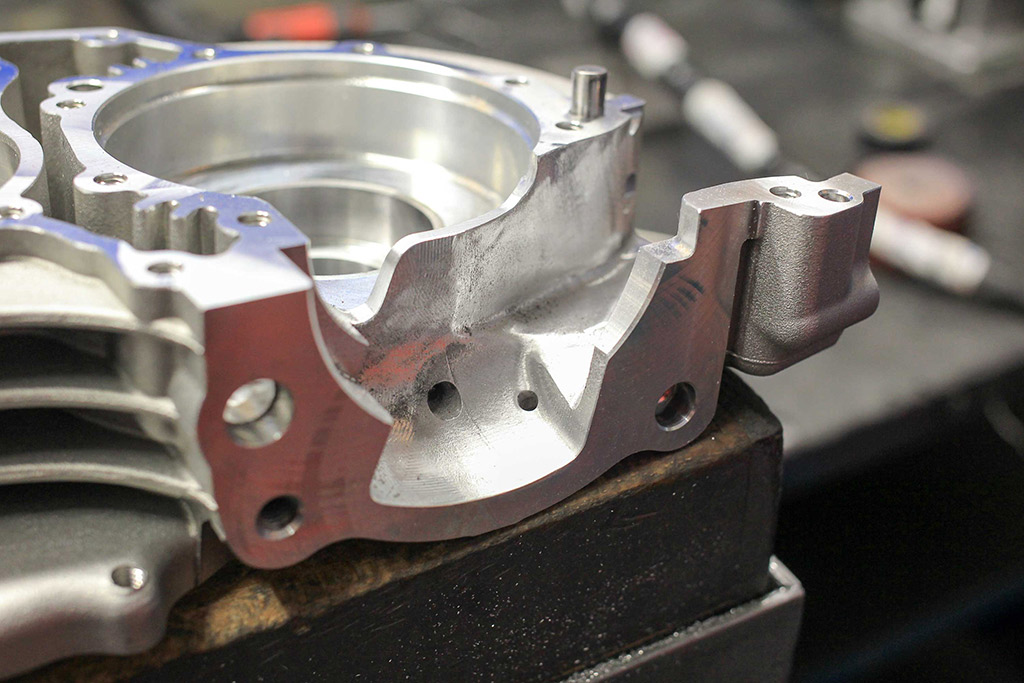
The next step is to optimise the profiles of the transfer and exhaust ports, using spherical diamond bits. The (minimum) smoothing of the port profiles avoids excessive mixture flow turbulence (and a consequent reduction of its rate of flow) and stops the piston ring jamming with the edge of the port itself. This can happen with the exhaust port, in particular, as it is particularly wide: chamfering a port’s sharp edge reduces the risk of the ring jamming. Be careful not to exaggerate chamfering: excessive smoothing leads to a variation of the opening angle of the ports, causing considerable variations of the flows of fresh and combusted gases in the combustion chamber and a consequent change (usually for the worse) in engine performance.