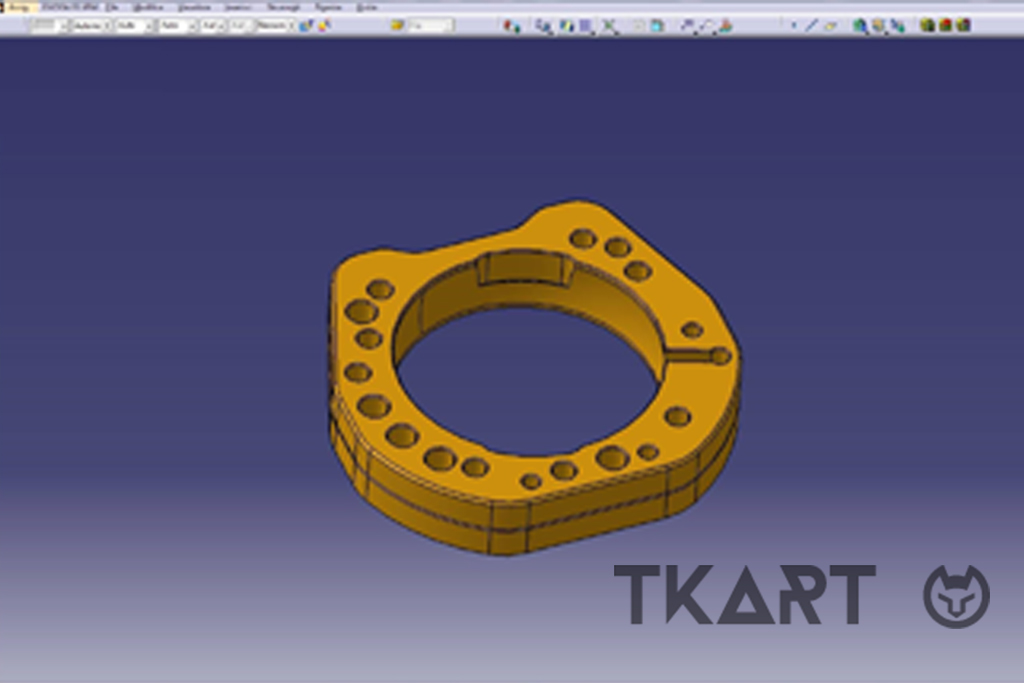
Once the design has been executed on the computer, it is exported to the reading format of the CAM program, specific for the 3D printer. When the information has been imported, it is necessary to set the parameters to prepare the language necessary for the printer in order for the element to be implemented. The fundamental parameters are:
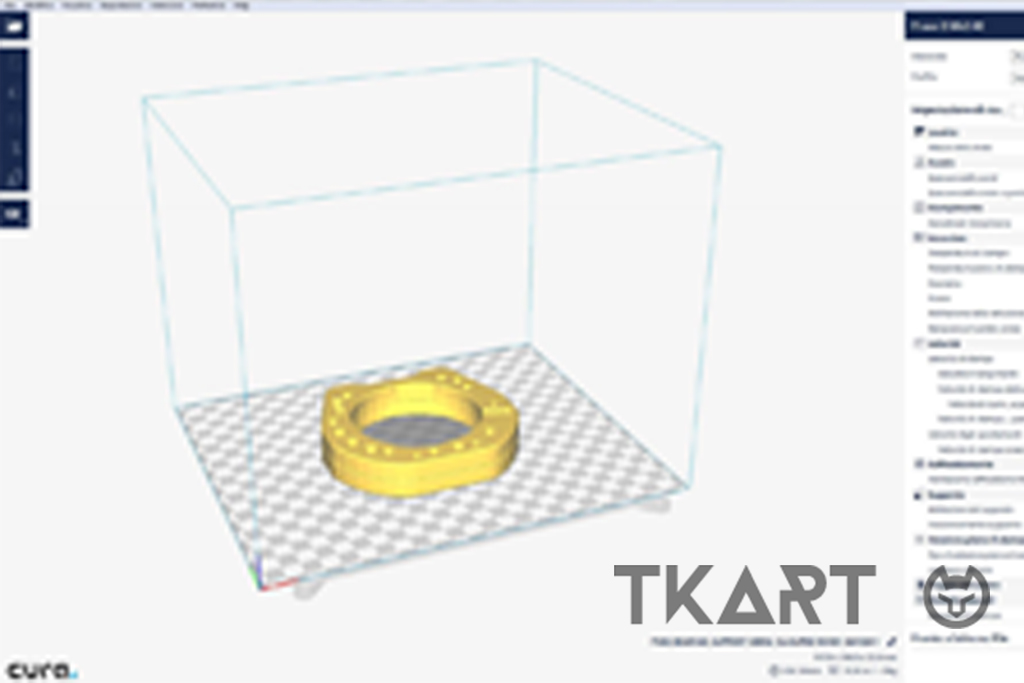
POSITIONING: the position of the piece in comparison to the plane of the machine is important. If the dimensions allow for it, in fact, several pieces can be created simultaneously (for example, the brake pads). The side that needs more processing is placed facing upwards to obtain a better definition.
QUALITY: it depends, simplifying, from the “quantity” of the plastic used. The value of the plastic layer thickness is set on the Z axis, which the machine will release to shape the piece: to achieve a high definition, it is possible to execute steps of 5 hundredths. The more the values increase (up to 1,2 tenths), less time will be necessary to achieve the piece, but also its quality as well.
Another influential factor is the filling, that is the parameter which defines percentage wise, how much material to insert inside the object that is being created. If only the aesthetics is of interest and not the solidity, a low value can be inputted. The higher the value, the better the quality but also the time necessary to obtain the piece.
ADHESION TO THE PRINTING BED: there are various basic types on which to print. Usually, the machine bed is covered with masking tape to avoid damaging it. The adhesive tape also improves the grip of the piece to the bed. Definition is improved if a glass sheet is used, laying it on the printer bed, thanks to the smoother surface on which the material is placed.