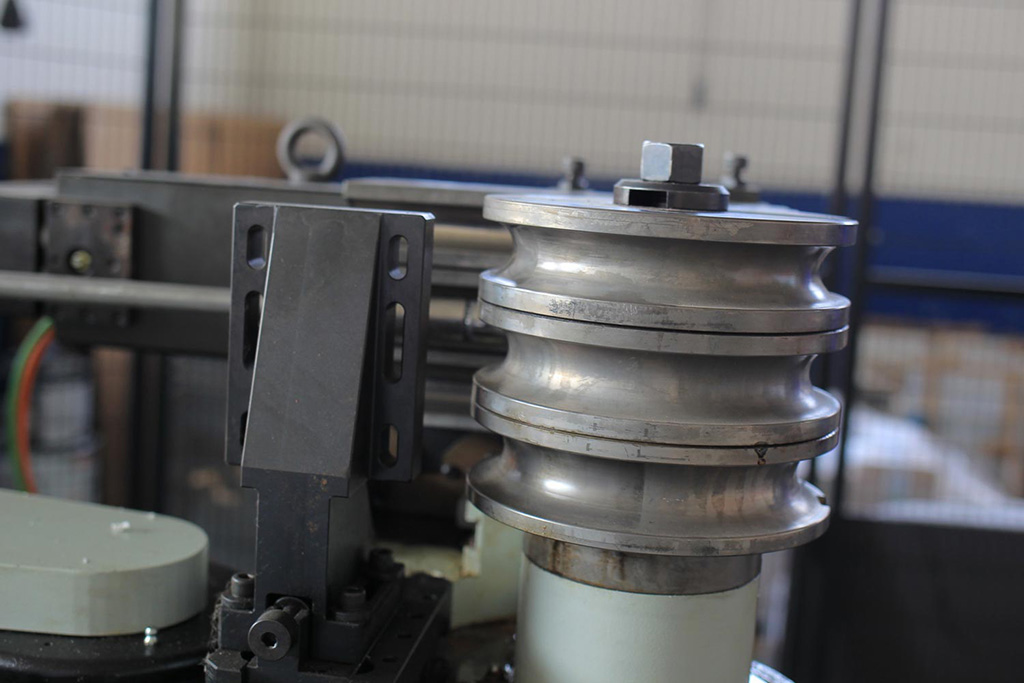
IPK believes in manual welding, but it uses automated machines for the phases before welding, such as cutting and, above all, the bending of tubes. The new IPK automated machinery allows absolute precision, with tolerance to a tenth of a degree in the bend. The system is electrically operated, and therefore excludes hydraulic systems that depend on oil temperature (colder at the beginning of processing, especially in winter months). The machine has an energy recovery system (a bit like electric and hybrid cars), it works on 11 axes and several masks (female housings for tubes) for tubes with a diameter of 28-30-32 mm. A core is used during the processing, in other words a cylindrical element for filling tubes, of variable diameter depending on the size of the tube, which is positioned before the bending point and avoids the tube being crushing.
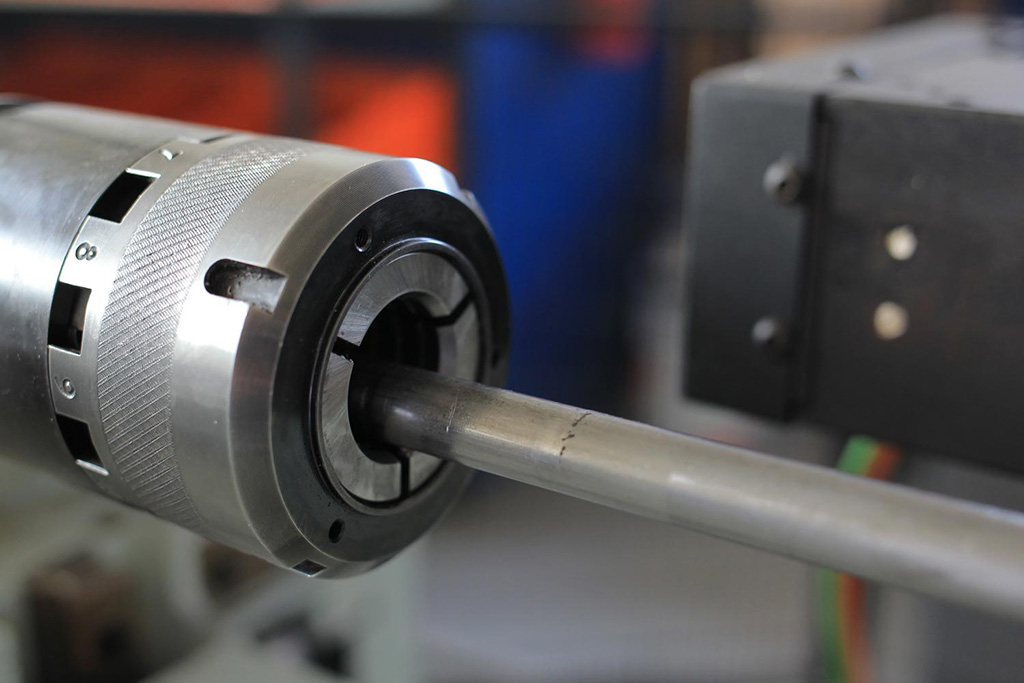
The new machine can achieve the same bending even when the tube material changes, recognising the elasticity of the steel that is used. It is a closed gripper system, that is, the tube to be bent is gripped along its length, but pushed from the end, so as not to strain the material.