No results
Frequent Searches
"Axle"
"Tires"
"Setup"
"Caster"
"Seat"
"Carburetion"
"Carburettor"
Frequent Searches
GUIDE TO PURCHASING OTK KART GROUP RIMS (FOR TONY KART, KOSMIC KART, LN RACING KART, EXPRIT…)

A range of 7 products designed for Junior/Senior Racing karts (both Shifter and Direct-Drive), MINIs and also the Rental scene. We explain how the Italian company’s rims are produced, the construction decisions made by its R&D department and which model to choose based on the weather conditions and the grip out on the track.

THE COMPANY
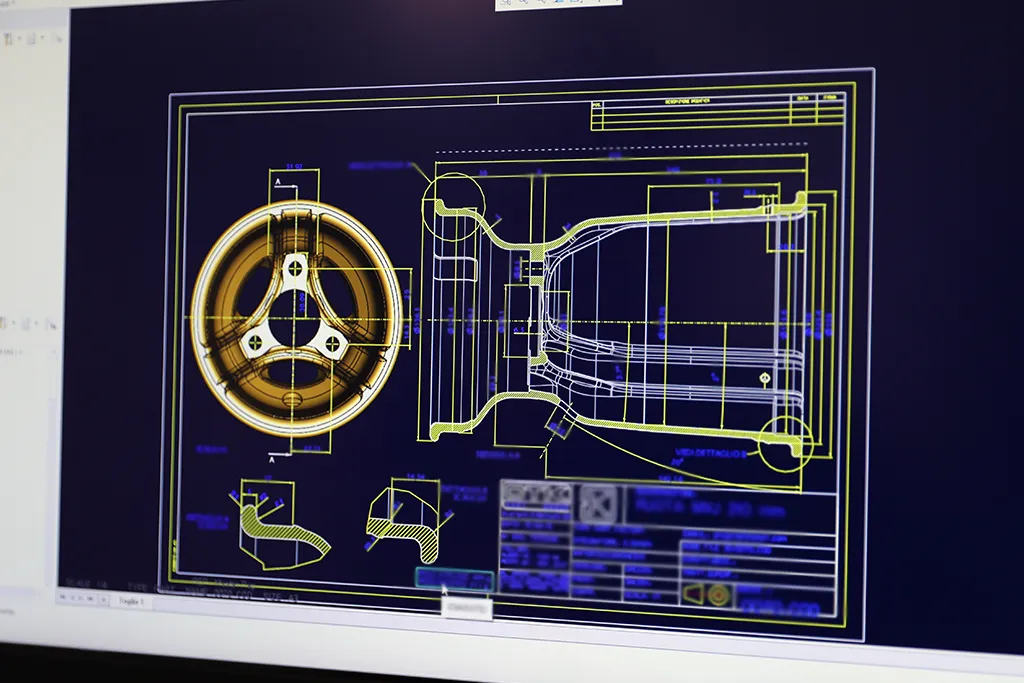
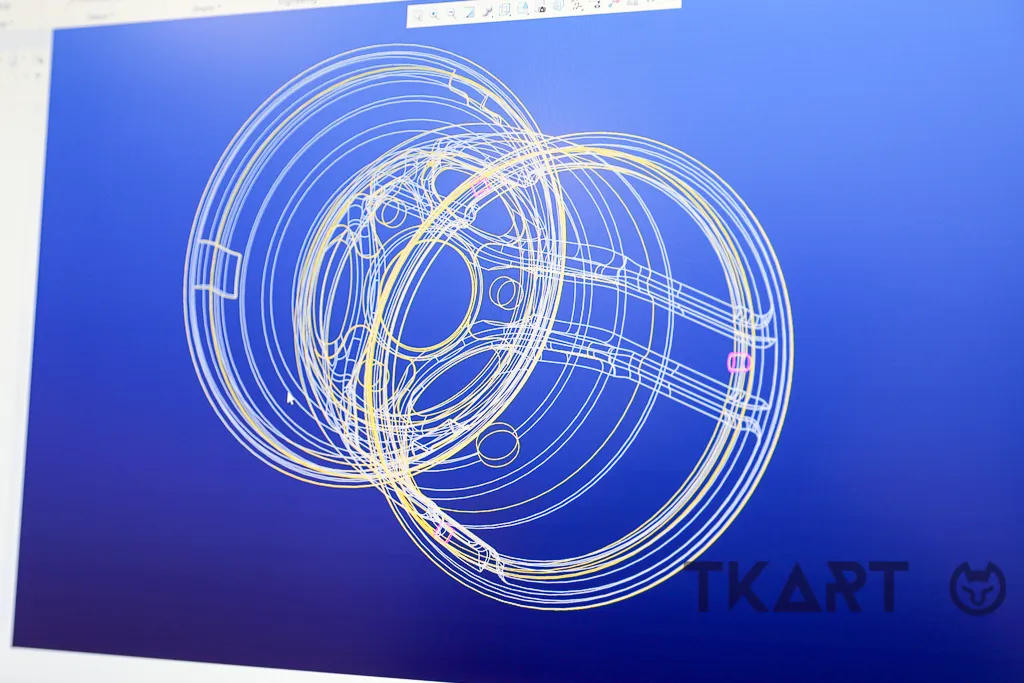
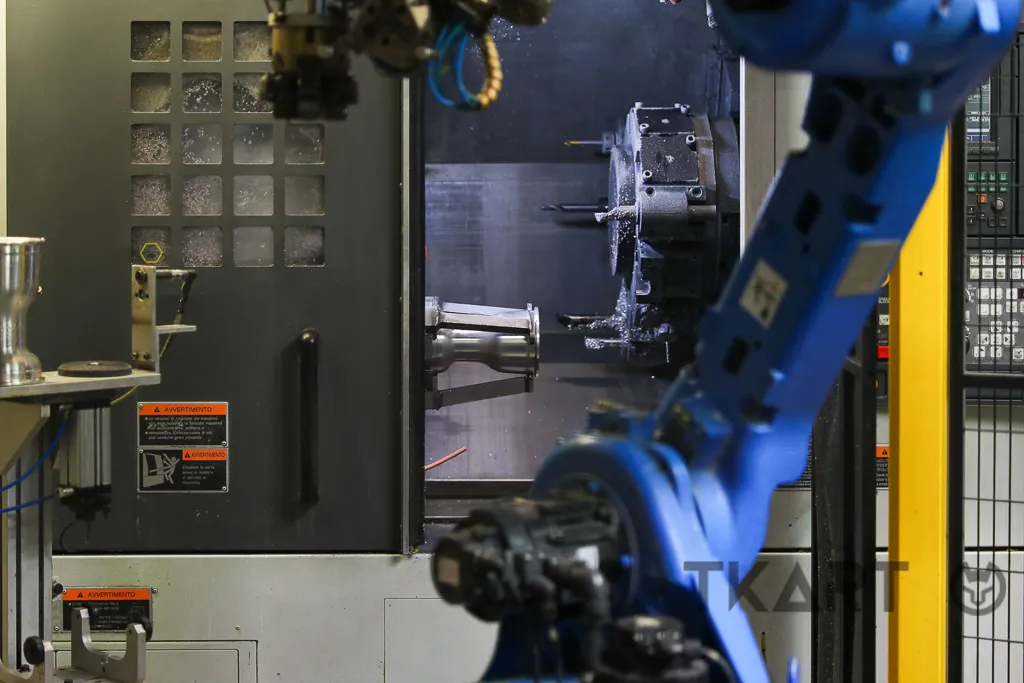
OTK Kart Group – which includes the brands Tony Kart, Kosmic Kart, Exprit Kart, LN Racing Kart, Gillard Kart, EOS Kart, Redspeed Kart - is the leading manufacturer of chassis and components for Racing Karts (but also produces Rental karts, Viper Kart). As regards the production of rims, OTK Kart Group manages the design and manufacturing phases of its products entirely "in-house". The only parts delegated to external suppliers are the casting of the rough components and everything concerning the final treatment processes. However, both processes are carried out according to the design rules and production standards established by OTK Kart Group itself.