No results
Frequent Searches
"Axle"
"Tires"
"Setup"
"Caster"
"Seat"
"Carburetion"
"Carburettor"
Frequent Searches
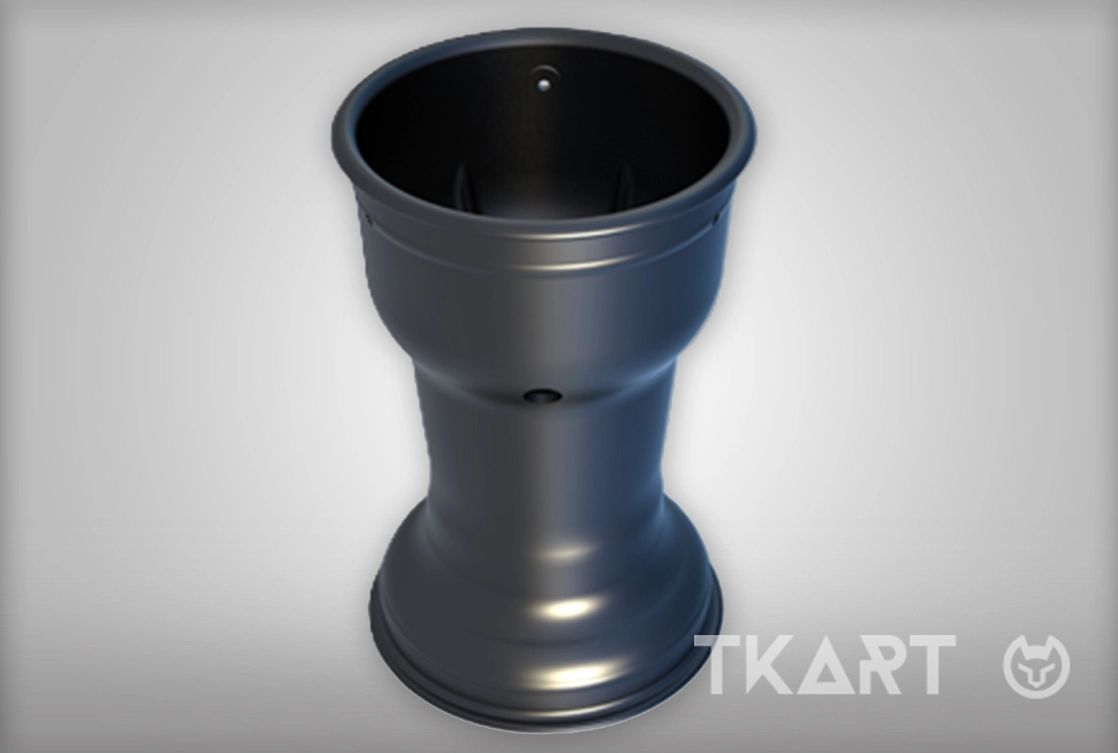
CRG KART RIMS: THE COMPLETE ANALYSIS AND PURCHASING GUIDE

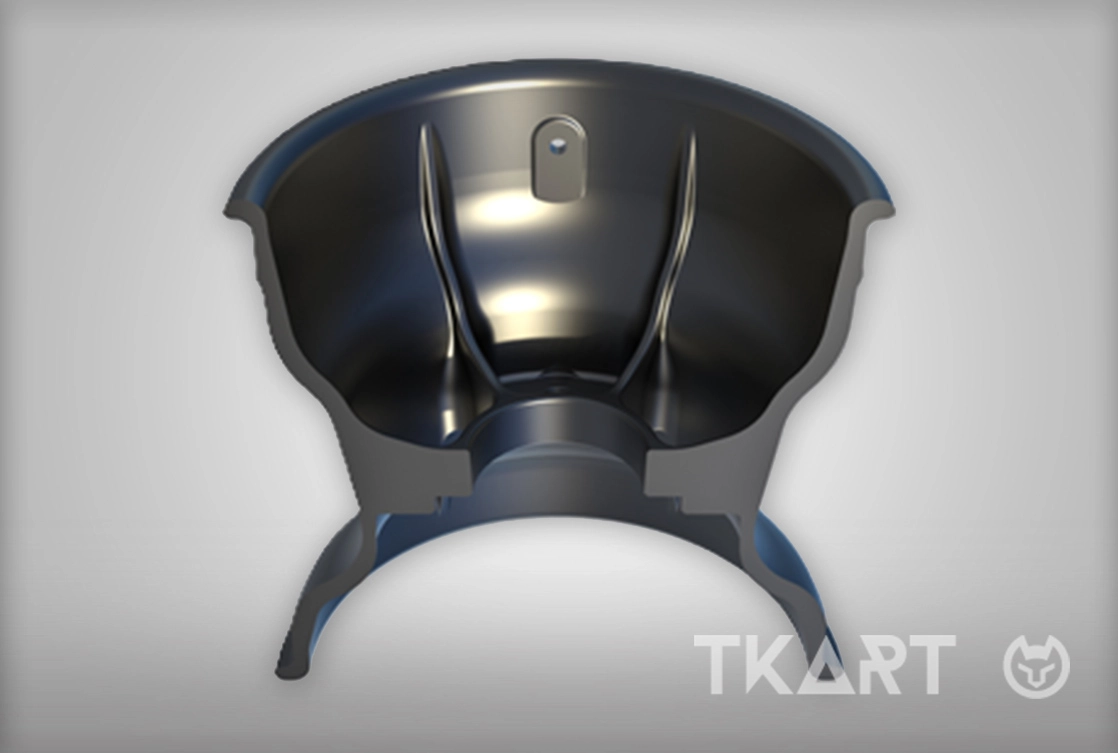
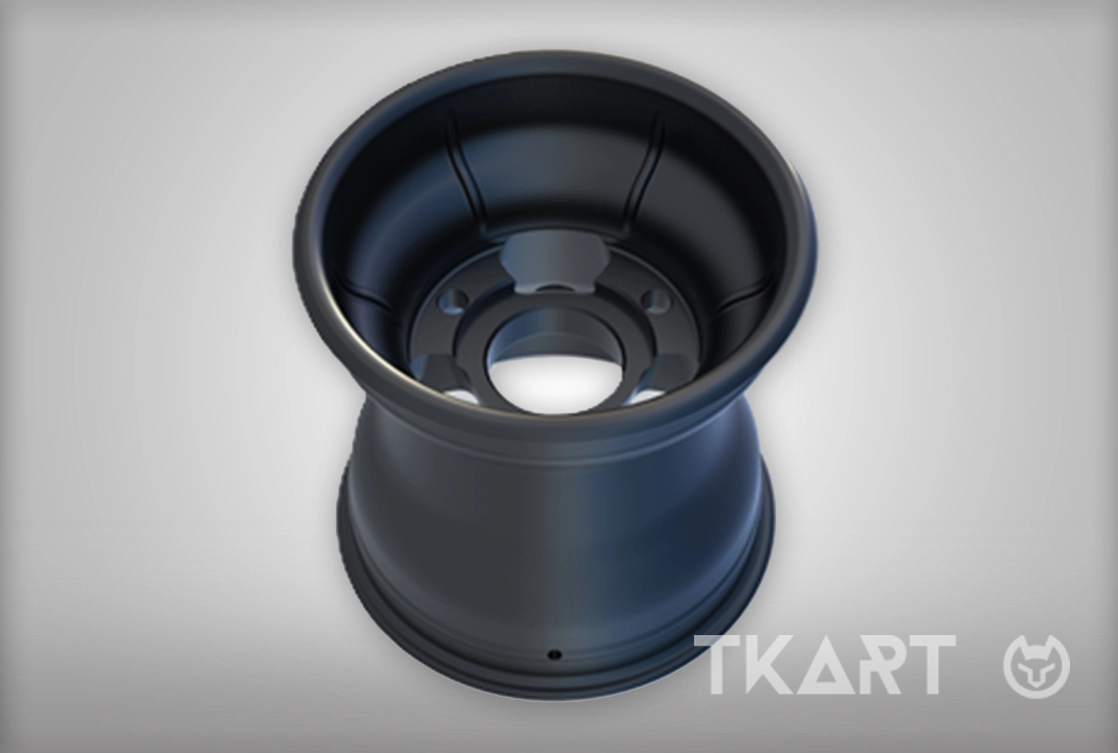
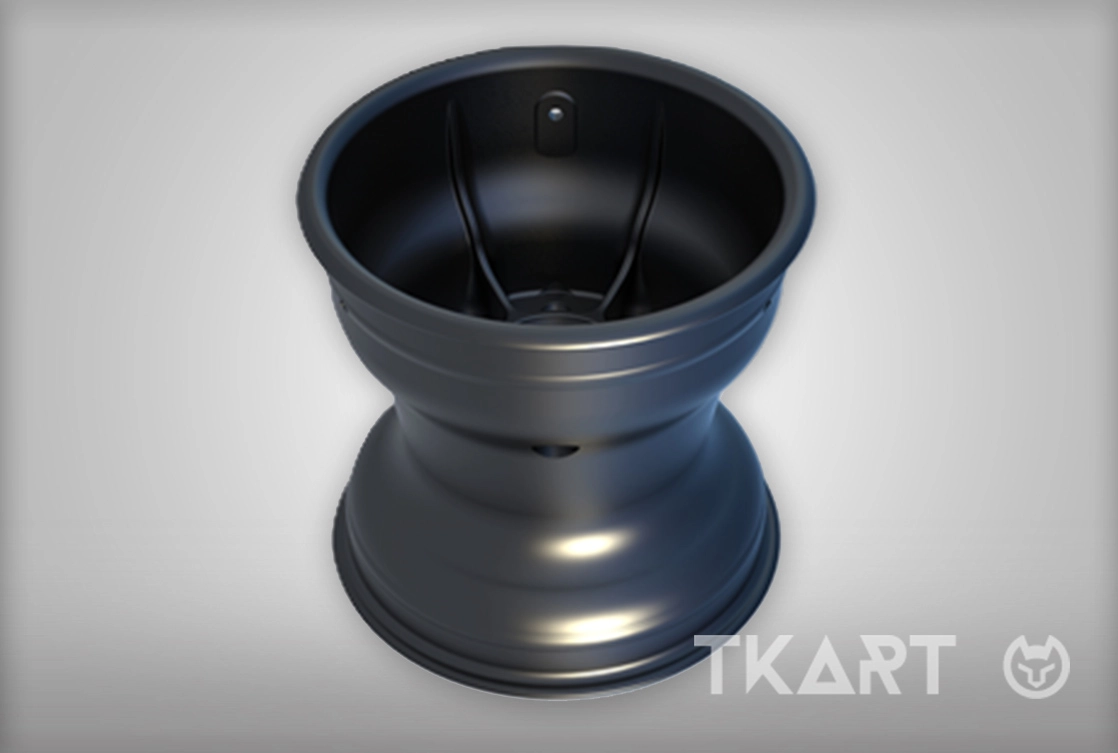
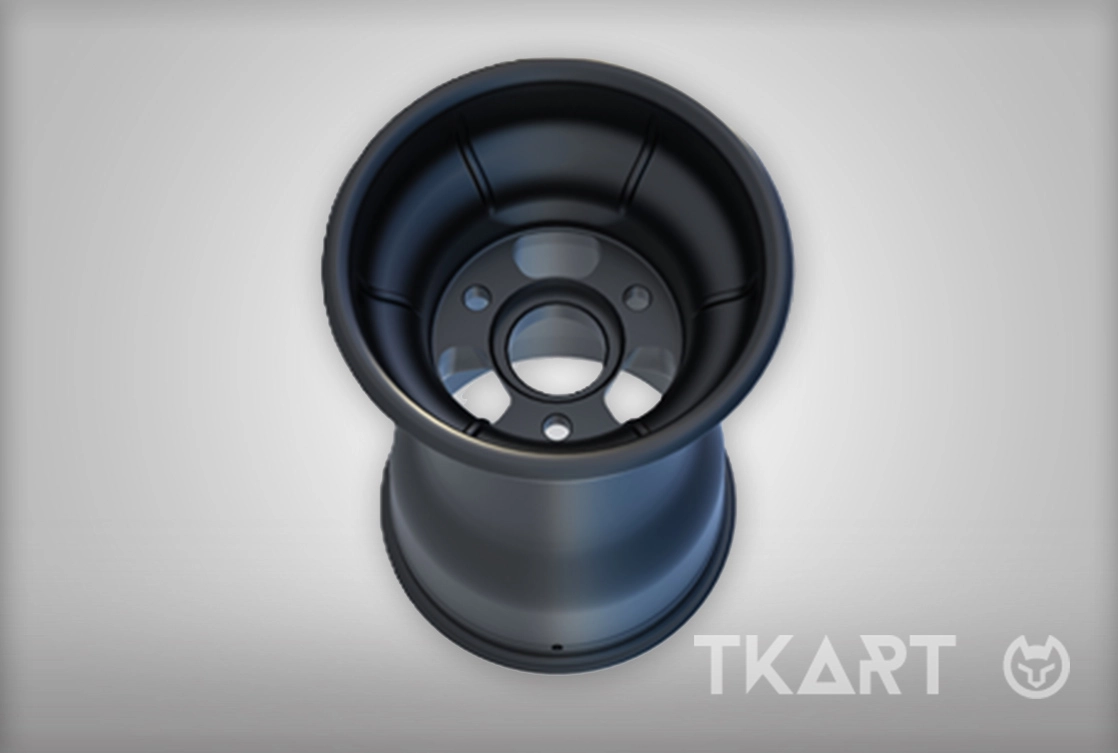
A range of five products: three dedicated to Junior/Senior size Racing chassis (for both Shifter and Direct Drive categories), and two for MINIs. We will explain how they are manufactured, what their design characteristics are (and how these affect the performance), and when to use them based on the track’s grip

THE COMPANY
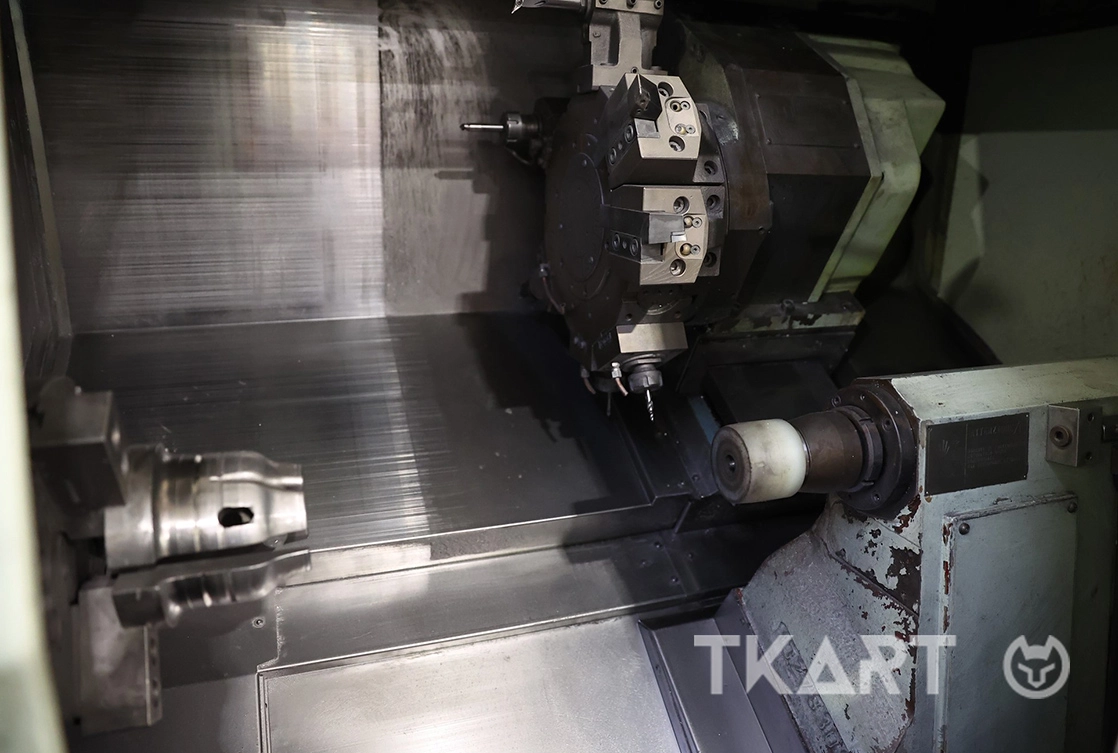
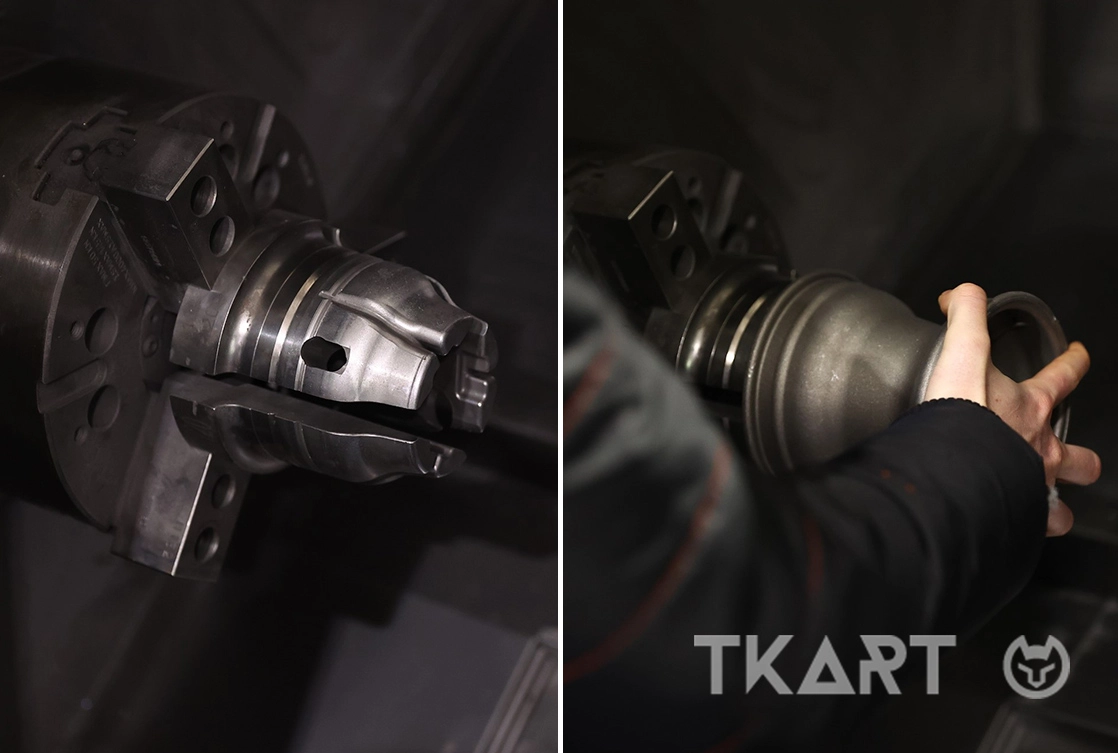
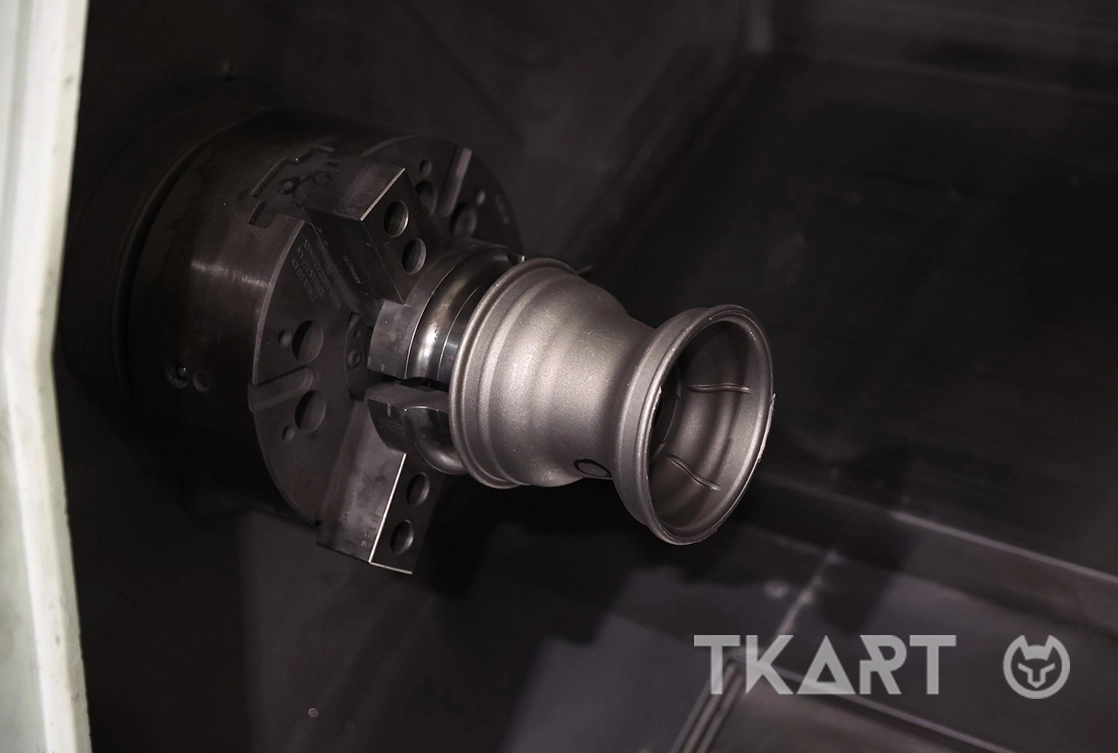
CRG is one of the most important manufacturers in the production of Racing kart chassis and components, although it also produces a line of rental karts, the CRG Rental Kart. Located in Lonato (Italy), the company is involved in the manufacturing of chassis that are marketed both under its own brand and under other brands (owned and not owned), such as Evo Kart, GP/ALU Group, Kali Kart, DR Racing Kart, Maranello Racing Kart and TGROUP. In addition to chassis, CRG is also involved in the production of 2-stroke engines, marketed under the Maxter brand. As for rims, all production stages are carried out in-house, except for the casting process, which is outsourced to a subcontractor.